


Ph meter
This meter can test pH,mV and temperature in water solution,it is suitable used in lab for those units from industrial and mining enterprises,university and scientific research organ etc.
There is a microprocessor chip inside the meter and the appearance of meter looks nice with easily operation.For notable features read as follows:
1)Large LCD with white background can display both pH and temperature value a the same time.
2)It has intelligent functions for automatic calibration,automatic temperature compensation,data storage/recall,memory max. and min. value etc.
3)Automatically display the percentage of slope after finishing calibration.
4)ºC and ºF can be switched freely.
5)Equipped with Model 600 electrode holder and calibration buffer solution,which is more convenient to use.
Report Abuse
Shipping Details
Based on 0 reviews
Be the first to review “Ph meter”
You must be logged in to post a review.
Vendor Information
- Store Name: ATLANTIC Scientific and Research Supply
- Vendor: ATLANTIC Scientific and Research Suply
- No ratings found yet!
-
Health & Medical
Mechanical Stirrer
Overhead stirrer is suitable for mixture of high viscosity liquid or solid-liquid. Widely used in chemical synthesis, pharmaceutical, physical and chemical analysis, petrochemical, cosmetics, health care, food, biotechnology and other fields.
Characteristics:
. Brushless DC motor drive, low noise and maintenance free.
. Stainless steel head restraints, more durable
. Stirrer with digital type has three kinds of rotation mode as positive rotation, inversion, reciprocal and mutual conversion.SKU: n/a -
Health & Medical
Laminar air flow vertical
ESCO Airstream vertical laminar Flow Clean Benches LVG offer proven protection for your samples and processes where operator protection is not required. Vertical laminar flow offers certain tangible advantages over horizontal flow clean benches (which may be conventional in some parts of the world), such as lower energy consumption (40% of conventional systems) levels through the use of exclusive motorized impeller technology and less airflow turbulence (especially when large objects are used in the work zone). In fact, the negative pressure filter mounting system employed on these models is widely recognized to be superior to that of conventional horizontal flow clean benches.
ISO Class 3 air cleanliness within work zone as per ISO 14644.1 (Equivalent to Class 10 as per US Federal Standard 209E, 10 times “cleaner” than the usual Class 100 classification on clean benches offered by the competition).
High-quality polyester pre-filter and main ULPA filter with a typical efficiency of 99.9997% at MPPS and 99.9998% at both 0.3 and 0.12 microns provide the best product protection in the world; typical main ULPA filter lifespan is more than 3 years depending on the usage of the clean bench.
Mini-pleat separator-less ULPA filter technology reduces energy consumption and delivers increased laminar airflow uniformity for better product and cross contamination protection.
Integral filter metal guard on both sides prevents accidental damage to ULPA filter; seamless filter gasket is permanently melded on the filter frame and will not deteriorate over time; aerosol (DOP/PAO) challenge test port included.SKU: n/a -
Health & Medical
Door Pulls
Kopperguard™ antimicrobial DOOR PULLS kills greater than 99.9% of Bacteria* within 2 hours of contact!
All Kopperguard™ products are made from CuVerro® antimicrobial copper and registered with EPA as the only solid Antimicrobial Surface
Incorporation of Kopperguard™ antimicrobial product into your facility can help reduce the bacteria* that cause infections
Available in a brushed rose gold finish that elegantly lets everyone know the steps you have taken to provide continuous protection against disease-causing bacteria*
Antimicrobial protection never looked so good!
Offered in 8”, 10”, 12” sizes for easy installation
SKU: n/a -
Health & Medical
Microscope
The Home LED Microscope is an excellent value and wonderful choice for beginners and students of all ages! With this home microscope, you’ll get the same quality and features as other fine high-school-level microscopes, but at a much more affordable price. Its ease-of-use and high-quality components make it a great choice for students, science-lovers, and hobbyists of all ages!
SKU: n/a





Product Enquiry
Related products
-
Health & Medical
Hand Rails
Kopperguard™ antimicrobial HAND RAILS kills greater than 99.9% of Bacteria* within 2 hours of contact
All Kopperguard™ products are made from CuVerro® antimicrobial copper and registered with EPA as the only solid Antimicrobial Surface
Incorporation of Kopperguard™ antimicrobial product into your facility can help reduce the bacteria* that cause infections
Available in a brushed rose gold finish that elegantly lets everyone know the steps you have taken to provide continuous protection against disease-causing bacteria*
Antimicrobial protection never looked so good!
Offered in 18”, 24”, 32”, 36” sizes for easy installation so no area is left unprotected
SKU: n/a -
Health & Medical
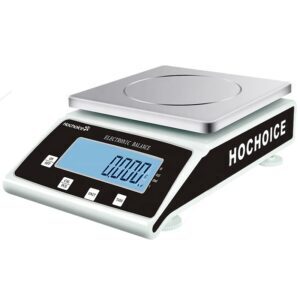
Digital Balance
The Digital Balance is a must-have addition for plastic container laboratories or at-the-line inspection stations. This versatile unit features a digital display for precise weight measurements and simple operation. A built-in RS-232 interface facilitates the transfer of data. This unit is ideal for section weight and volume fill-height measurement activities.
High accuracy weight measurement for containers and preforms
Used for preform and/or bottle weight and fill measurements
SKU: n/a -
Health & Medical
Flame Photometer
7- inch color touch- screen
Direct concentration display (Don’t cover FP-I640)
Automatic calculation of correlation coefficient (Don’t cover FP-I640)
Pre-selection of flame sizes
Flameout protection device
Measuring range changing
Concentration units selectable
Multilingual user interface
Air compressor provideSKU: n/a -
Health & Medical
Deep Freezer
- Type: Chest Freezer
- Total Gross capacity Liter: 545
- Freezer Gross Capacity Liter.: 545
- Dimension(W*D*H): 1654*745*905
- Gross Capacity (Cubic Ft.): 19.26
- Temp Freezer: Min -28
- Net Weight (Kg): 76 kg
- Gross Weight (Kg): 86 kg
- Voltage Range: 105V – 260V
- Refrigerant: R600a
- Food Basket: 2
- Super Freeze Function: Yes
- LED Lights: 2
- Power On Indicator: Yes
- Climate Class: T
- Copper Evaporator: 5 sides
SKU: n/a



There are no reviews yet.